- 敲黑板!千分尺就怕这样用...
- 11-24
- 我们需要你!!!!
- 11-24
- 森迈赴三丰参加三丰产品学习会
- 11-24
- 关于日本富士防假货通告
- 11-24
- 关于2020年深圳国际工业制造技...
- 11-24
- 你知道粗糙度为什么是0.8, 1.6...
- 11-24

许多零部件需要具有特定的表面加工结果,以便达成所要求的功能。例如烤漆前的汽车车体或曲轴或凸轮轴上的颈轴承。

什么是表面粗糙度?
表面粗糙度(Surface Roughness)就是我们日常测量中所说的面粗糙度,可以理解为在加工产品过程中细小间距和微小峰谷的不平整度。

综上所说,大家可能已经有了一个关于粗糙度笼统的概念,那么下记内容是更详细地进行了分析。
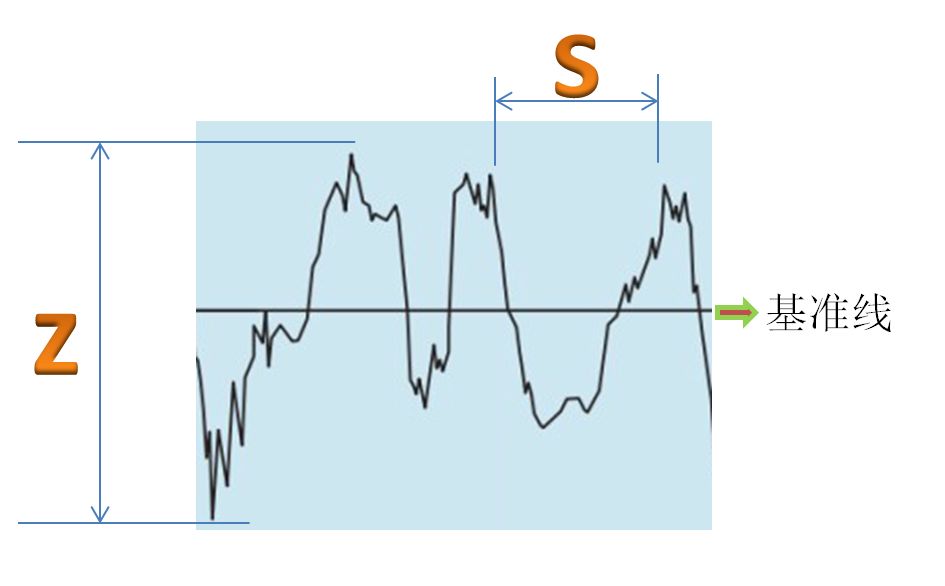
通常情况下S值的大小在国家检定标准里给了相关的定义:
中国国家计量检定标准中规定:通常情况下用VDA3400、Ra、Rmax这三个参数来评价检定表面粗糙度,计量单位通常用μm表示。
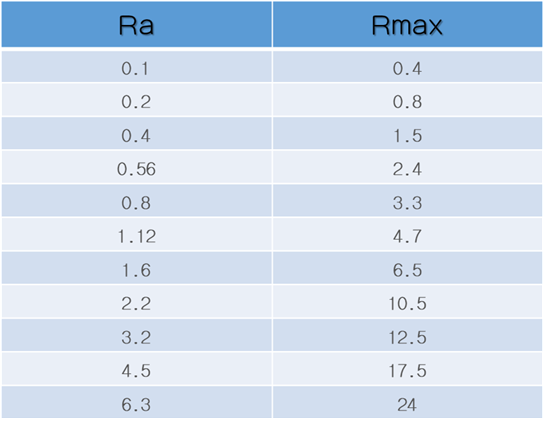
Ra定义为曲线平均算术偏差(平均粗糙度),Rz的定义为不平度平均高度,Ry定义为最大高度。微观轮廓的最大高度差Ry在其他标准中也使用Rmax来表示。
Ra、Rmax的具体关系还请参考下面的表格:
表面粗糙度是如何形成的?
表面粗糙度的形成是由工件的加工过程引起的。而加工的方法、工件的材料,工艺过程都是影像表面粗糙度的因素。
例如:放电加工时被加工零件表面出现放电凹凸点。
加工工艺和零件材质有所不同,被加工零件表面留下的微观痕迹也有各种差别,比如(疏密,深浅,形状变化等)。
表面粗糙度对工件的影响

表面粗糙度的评价依据
①
取样长度
各参数的单位长度,取样长度是评价表面粗糙度规定一段基准线的长度。在ISO1997标准下一般使用0.08mm,0.25mm,0.8mm,2.5mm,8mm为基准长度。
②
评价长度
由N个基准长度所构成。零部件表面各部分的表面粗糙度,在一个基准长度上无法真实地体现出粗糙度真实参数,而是需要取N个取样长度来评定表面粗糙度。在ISO1997标准下评定长度一般为N等于5。
③
基准线
理论上最小二乘中线是理想的基准线,但在实际应用中很难获得,因此一般用轮廓的算术平均中线代替,且测量时可用一根位置近似的直线进行代替使用。
表面粗糙度如何获得?
