- 敲黑板!千分尺就怕这样用...
- 11-24
- 我们需要你!!!!
- 11-24
- 森迈赴三丰参加三丰产品学习会
- 11-24
- 关于日本富士防假货通告
- 11-24
- 关于2020年深圳国际工业制造技...
- 11-24
- 你知道粗糙度为什么是0.8, 1.6...
- 11-24



高硬度钢加工用全新涂层CBN材料BC8200系列作为我们今年的主力推荐产品,已经开始正式发售。BC8200系列在广泛的加工领域均可发挥出色的耐磨损性与耐破损性,实现超长寿命。
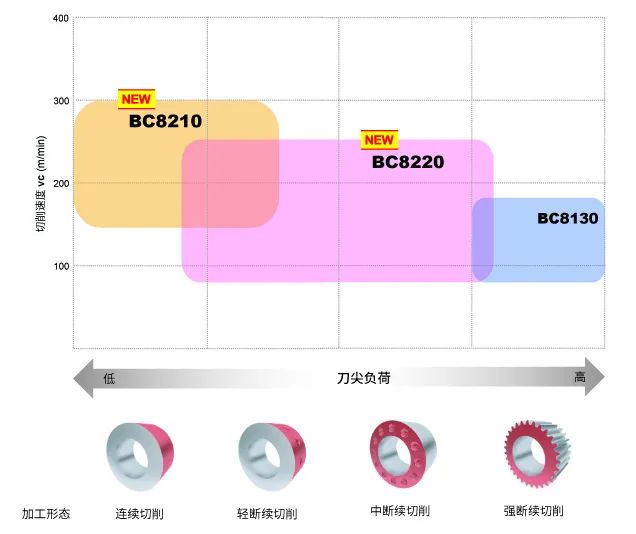
此系列包含适用于连续~轻断续加工的BC8210,以及适用于通用加工用的BC8220。
BC8210
连续~轻断续加工用
在高速加工中可实现长寿命
新开发的可减小冲击的AlCrSiN类涂层与耐磨损性出色的TiAlSiN类涂层结合使用,在连续~轻断续切削中,尤其是在高速切削条件下可发挥出色的耐磨损性,实现稳定加工。
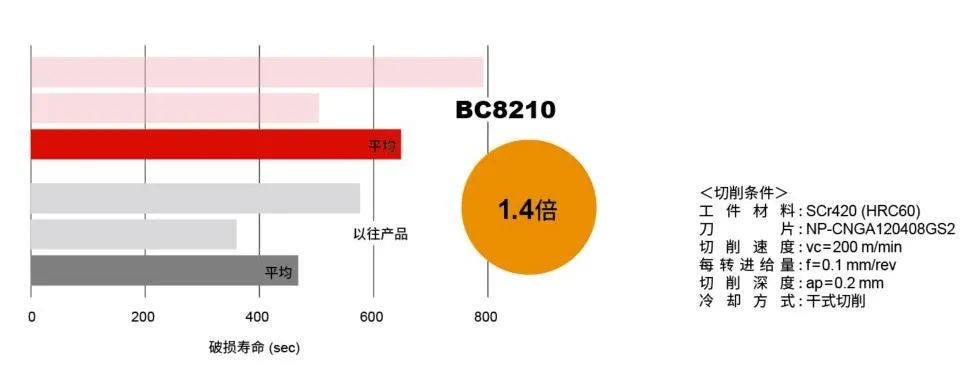
这是连续切削加工中刀具寿命比较,与以往产品相比,可减少前刀面磨损,延长刀具寿命。
BC8220
通用加工用
以耐磨损性出色的TiAlN类涂层为基础,采用微细且超多积层结构,可抑制涂层裂纹延伸减少崩刃产生。适用于连续~强断续切削加工等广泛领域,兼具耐前刀面磨损性和耐破损性,大幅延长刀具寿命。
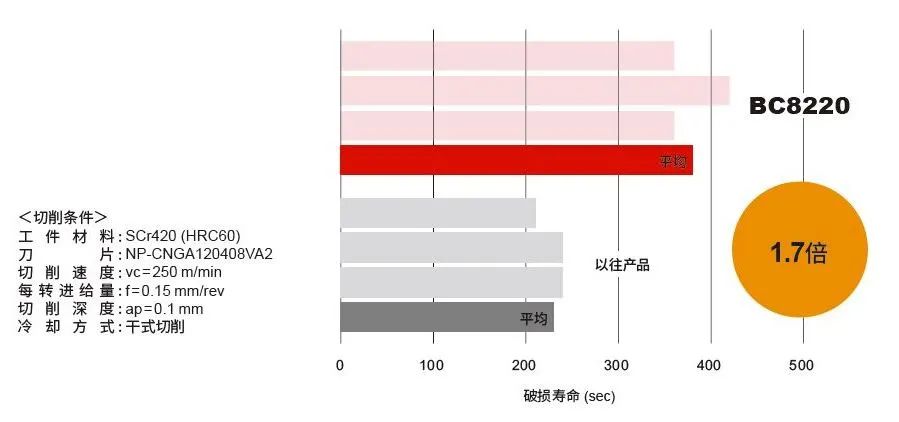
这是中断续切削加工中刀具寿命比较,与以往产品相比,可抑制前刀面磨损以及崩刃,在断续加工中也可实现刀具寿命的大幅延长。
BC8200系列的主要特点
成就BC8200系列性能飞跃的十分主要的新技术:
“超微粒・耐热结合剂技术”
BC8200系列的基体采用新开发的“超微粒・耐热结合剂”。可同时实现耐前刀面磨损性和耐崩刃性、耐破损性,刀具寿命大幅延长。
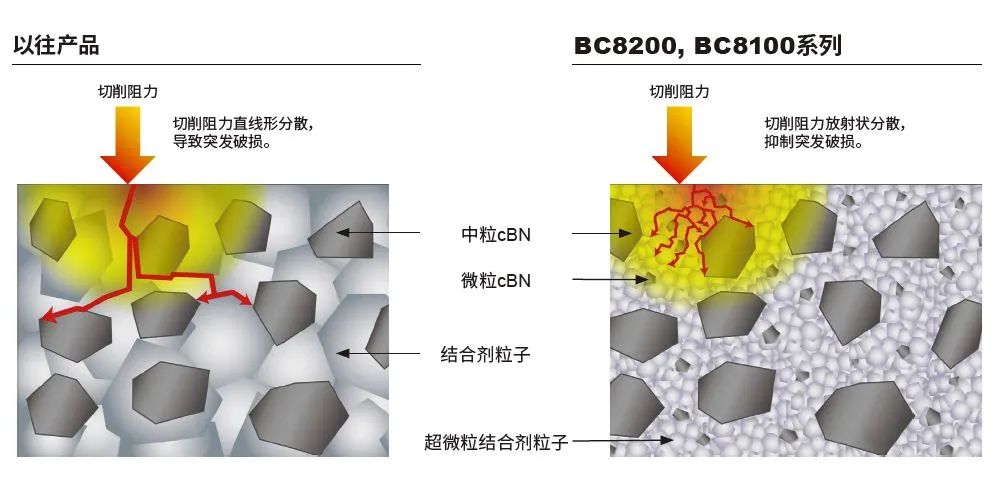
“超微粒结合剂”可防止突发破损
“超微粒结合剂”与微粒cBN分散在CBN基体中,可抑制裂纹延伸,防止切削时产生突发破损。
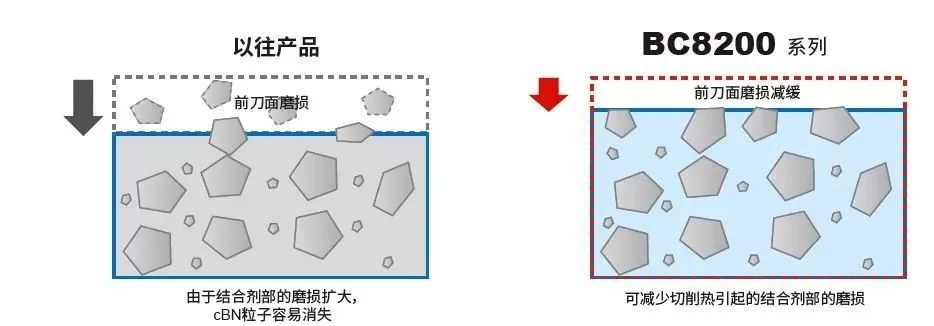
“耐热结合剂”,可减缓前刀面磨损
结合剂的耐热性提高,前刀面磨损减缓,可抑制前刀面磨损引起的崩刃或破损。
同时此次又进一步丰富了刃口修磨尺寸,为使用者提供更多的选择。在开发过程中,我们始终秉承着“客户需要什么”和”应该改善什么”的初衷,攻克了高速连续加工中前刀面磨损过快,在不稳定加工中易崩刃等难题,真正实现了刀具寿命的显著延长。
BC8200系列在中国的成功案例
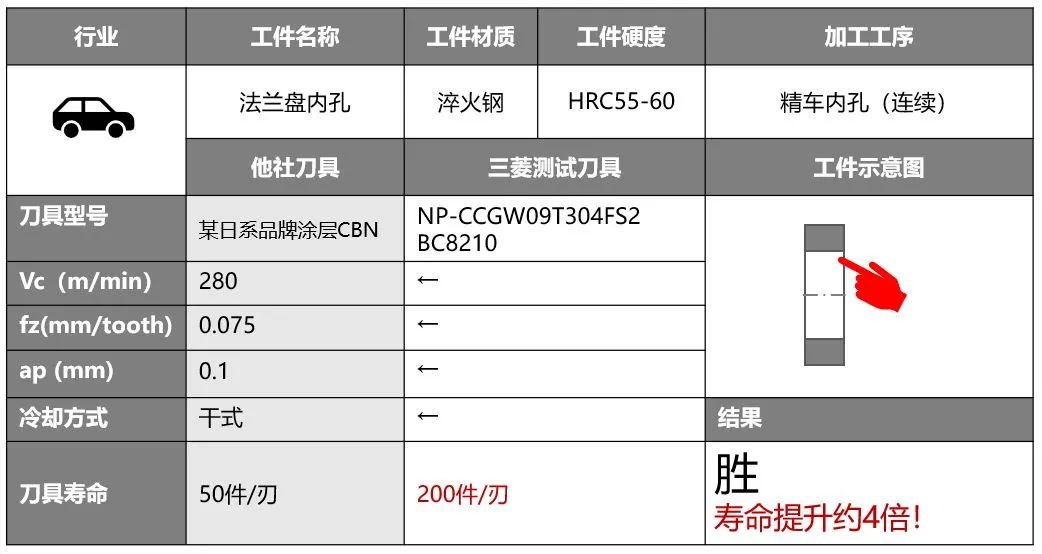
案例一
汽车零部件的连续内孔精加工,工件刚性较差,在高线速度下,BC8210正角刀片耐磨损性出众,稳定保持良好的加工面精度,寿命为原某日系品牌同类产品的4倍。
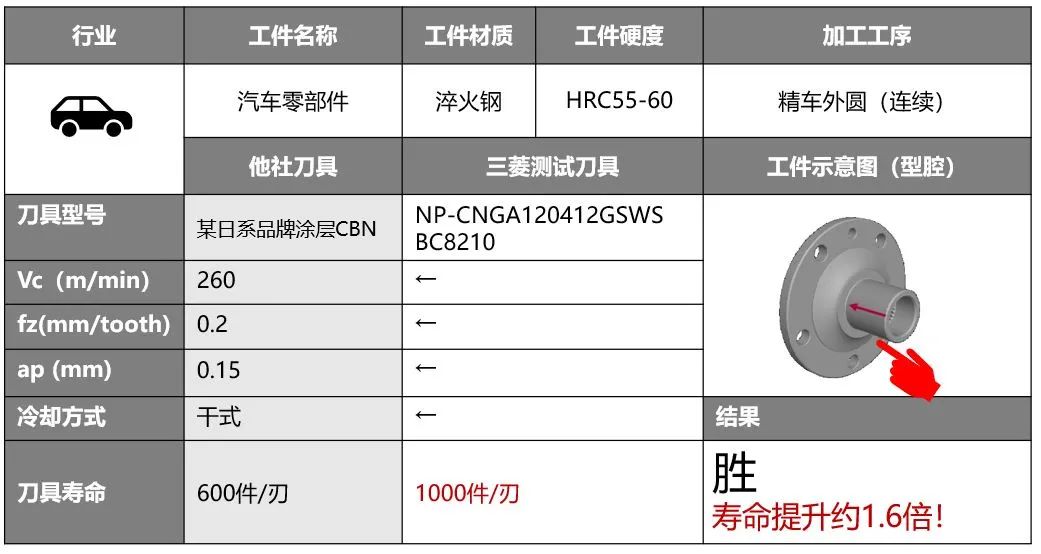
案例二
汽车零部件连续外圆精加工,要求高效加工,采用BC8210的修光刃刀片,寿命为原使用某日系同类产品的1.6倍。
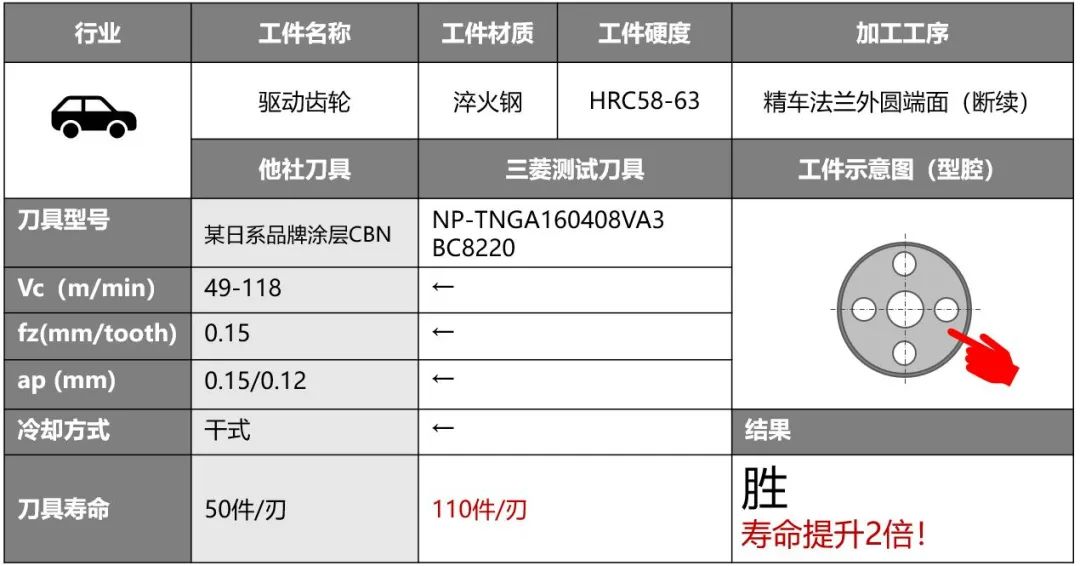
案例三
驱动齿轮法兰侧端面精加工,断续切削,采用BC8220搭配新刃口修磨VA刃型,加工稳定性好,刀具寿命比某日系同类产品高出一倍。
案例四
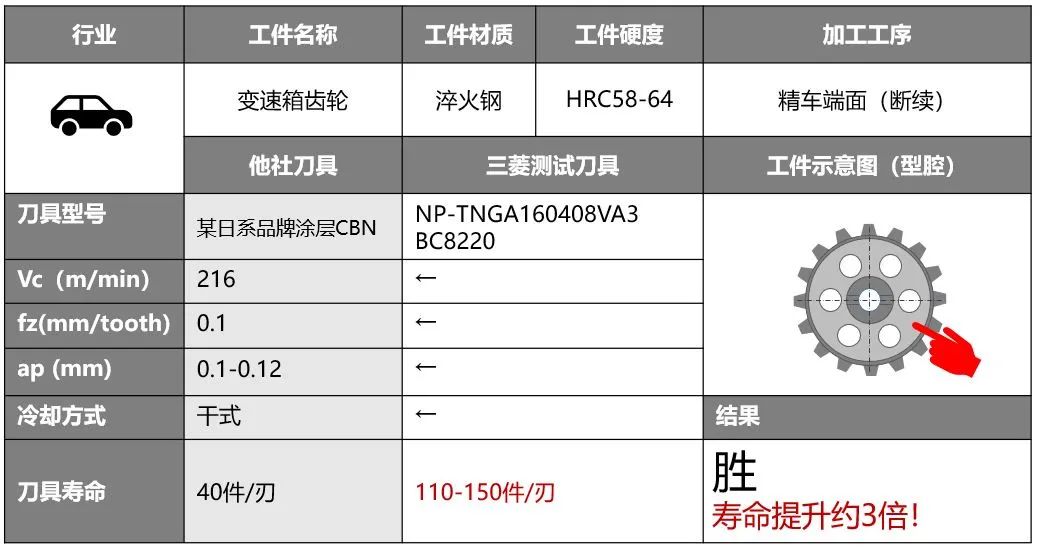
汽车变速箱齿轮端面精加工,断续切削,切削速度较高,同样采用BC8220的VA刃口修磨,寿命为现使用某日系同类产品的3倍以上。